





 About Us
About Us 2023-01-04
2023-01-04 1 Project overview and characteristics
1 Project overview and characteristics
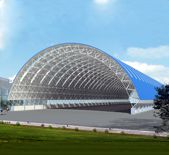
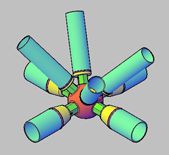
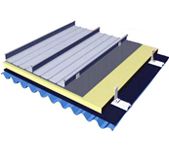
The space frame project of Guangzhou Honda Automobile Co., Ltd. has a plane size of about 3000m and a height of 1.96m. It is a regular square cone bolt ball joint space frame. The space frame is sloped from one side, and the support type is the support at the lower chord point around the four sides. The roof panel is made of a 50mm thick sandwich panel, and there is a 6 mm+6 mm thick laminated glass lighting belt in the middle part. The drainage direction is slope on both sides, and the drainage slope is 4% to ensure the waterproof requirements of the roof.
According to the design documents and specifications, the materials used in this project are:
(1) Rods: Q235 steel in GB700 is selected, and high-frequency welded pipes are used;
(2) Bolt ball: choose 45# steel in GB699;
(3) High-strength bolts: 20MnTiB in GB3077 is selected, and the grade is 10.9S;
(4) Sealing plate cone head: made of Q235 round steel forging;
(5) Sleeve: 45# steel is selected, and the section is the same as that of the corresponding rod;
(6) Welding rod: choose E43XX series between Q235; choose E50XX series between 45# steel and Q235.
There are many construction contents of this space frame project, including the erection of space structure, roof panel, gutter, lighting belt, and scaffolding. The project quality requirements are high, and the overall quality must be ensured to achieve excellent grades. The construction plan is required to be scientific and reasonable, and all aspects of the project are strictly checked. Implement advanced management models such as planning networks and scientific reviews to timely monitor each stage of production and installation. On the premise of ensuring project quality and safety, speeding up construction progress, improving construction efficiency, saving project costs, and ultimately achieving quality, quantity, and safety. The purpose of improving the construction progress.
2 Quality pre-control when purchasing raw materials
The raw material procurement and quality control of this project is completely implemented in accordance with the IS09001 quality system program documents. The specific implementation process mainly includes the following points:
(1) Raw materials purchased on-site are provided by qualified suppliers who have been reviewed by the Project Supervision Department, and special materials must be reviewed and approved before purchasing. The raw materials designated by the construction unit are controlled according to the “Control Procedures for Products Provided by Customers”.
(2) The project department and the company’s technical department accurately calculate the name, variety, specification and quantity of the raw materials required for this project according to the design drawings and relevant standards.
(3) The company’s procurement department formulates a procurement plan task book according to the project progress requirements, specifying the variety, name, specification, and quantity of the raw materials to be purchased, as well as determining the supplier, the responsible person for procurement, and the delivery date.
(4) All purchased raw materials must be inspected and tested in accordance with the requirements of procedural documents, operation instructions, design and bidding documents, and the details are as follows:
① Steel pipe: The steel pipe is made of Q235 high-frequency welded steel pipe. Before storage, check whether the quality certification documents and the adoption standards (certificate of qualification, quality assurance certificate) are consistent with the company’s procurement documents. After confirmation, the warehouse inspector will check its geometric size and appearance quality. After passing the inspection, the inspector will take samples for chemical analysis and tensile strength test.
②Round steel (45#) steel plate (Q235): round steel is used to make bolt balls, sleeves, sealing plates, cone heads, and steel plates are used to make supports, support plates and wipers. Check the quality certification documents and adoption standards of the round steel before storage. After confirmation, the warehouse inspector will check the geometric dimensions, appearance quality and coloring marks of the round steel. After passing the inspection, take samples for chemical analysis.
③Color steel plate: It is used to make roof panels. The inspection content mainly includes quality assurance documents, suppliers, varieties, performance, adoption standards, appearance quality, color, etc., and destructive tests are carried out if necessary.
④ Welding electrodes and wires: used for welding rods, supports, supports, etc. The inspection contents mainly include quality assurance certificate, certificate of conformity, adoption standard, packaging, model, specification, and appearance quality. Welding procedure qualification test shall be carried out for the product specification or manufacturer used for the first time.
⑤Paint: Mainly check the varieties, instructions for use, quality assurance documents, and documents identified by the relevant authoritative departments, and confirm that they meet the specified requirements before entering the warehouse.
⑥High-strength bolts: High-strength bolts are purchased finished parts, the material is 20MnTiB, and the performance level is 10.9s. The main inspection is the quality assurance certificate, certificate, standard of use, appearance size, cracks or damage, etc., and then sampled by the hardness test and resistance test in the inspection. Tensile strength test.
⑦Laminated glass: It is used to make lighting belts. The inspection contents are mainly quality assurance documents, suppliers, varieties, performances, adoption standards, appearance quality colors, etc., and destructive tests are carried out if necessary.

3 Quality assurance measures for space frame production
During the on-site production process, based on the current 1S09001 quality assurance system, a quality responsibility system is formulated for the production and inspection personnel of each process, and inspections are carried out in strict accordance with the regulations. Each process has workshop inspectors first inspection, patrol inspection, and complete inspection. After the processing is completed, the warehouse is randomly inspected, and those found to be unqualified are returned to the workshop for rework. After the inspection of each process is completed, the inspector will affix the “Parts Qualification Certificate” before it can be transferred to the next process. Strictly carry out inspections in accordance with regulations, especially for raw materials, high-strength bolts, welding electrodes, etc., to carry out strict process evaluation, determination, and mechanical performance testing. The first inspection and regular random inspection are carried out on the profiled steel plate and purlin production line to ensure that the geometric size and appearance quality meet the requirements. To control the quality of the samples, it is required to be responsible for the samples, proofreading, and approval. The use of raw materials should meet user and specification requirements. Except for the raw materials specified by the owner, the rest are purchased from qualified contractors. The materials arriving at the factory are strictly checked for quality assurance data and inspection reports in accordance with the procedures. The production in the factory is strictly managed, and the quality must meet the requirements of internal control standards or special precision requirements specified by users. All gear is fully inspected and measured. The processing accuracy of the relevant machine tools and clamping molds are evaluated for their technological capabilities to ensure that they meet the accuracy requirements. Inspectors and personnel are strictly checked, and the craftsmen are diligently instructed and supervised in the early stage of processing. Welding flaw detection test and joint tensile strength test shall be carried out in strict accordance with regulations. Plan the material numbering, packaging and stacking of steel space frames to ensure accurate numbering and packaging.
4 Quality control measures for space frame installation
After the civil engineering embedded parts, working platform, safety measures, and lifting conditions all meet the requirements, the space frame installation will be carried out. The space frame installation is carried out from one side to the other. During the installation process, ensure that the parts are stacked in a reasonable place, not damaged or lost, the surface of the embedded board is clean, the axis, elevation, and geometric dimensions are accurate, the vertical and horizontal length deviation is not more than ± 30mm, and the center offset of the embedded parts is not more than 30mm. , the offset of the surrounding adjacent embedded parts is not more than 15mm, and the maximum height difference of the surrounding embedded parts is not more than 30mm. Requirements for the installation of the space frame: the bolts should be tightened in place, and no visible gaps are allowed on the contact surface of the sleeve. The members are not allowed to have more than the specified bending. The surface of the installed space frame parts should be clean, and complete, without damage, without dents, and without wrong installation. If the wrong installation is found, replace it in time. Paint thickness and quality must meet design specifications. The center offset of the space frame node is not more than 1.5mm, and the length error of the single-cone space frame is not more than ±1.5mm. After the overall installation of the space frame, the vertical and horizontal length deviation shall not be greater than L/2000 and not greater than 30mm, and the center offset of the support shall not be greater than L/3000 and not greater than 30mm. The height difference between adjacent supports is not more than 15mm, and the height difference between the highest and lowest supports is not more than 30mm. The no-load deflection is controlled within L/800. The painting is carried out immediately following the installation of the space frame and purlins. Painters are equipped with viscometers, thermo-hygrometers, and thickness gauges. Epoxy zinc-rich paint is manually brushed, without leakage, and the thickness is not less than 50m. The fireproof coating is fully stirred and the fireproof time is not less than 1.5 hours. The installation of purlins and the roofing system should be closely coordinated with the installation of the space frame. Roofing materials and components arrive at the site in batches according to the planned order and are gradually installed. Before the purlin is installed, measure and level the purlin fulcrum, making sure that the lower one is properly cushioned, and the height difference between the purlins is strictly controlled within the range of soil 5mm. The roof panel is installed to ensure that the roof panel is flat, the two purlins at the overlap in the width direction are fixed with aluminum rivets, and the spacing between the aluminum rivets is 300mm.



